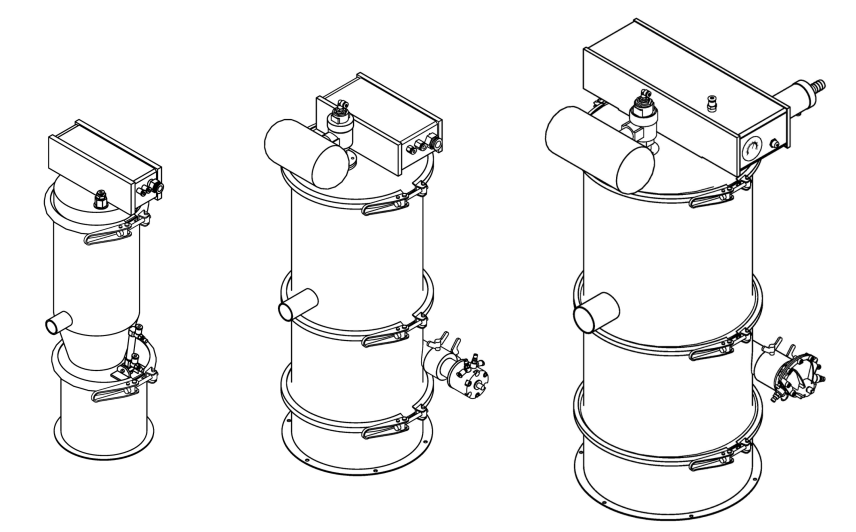
QVCシリーズ空気圧真空コンベヤー
動作原理
真空フィーダーは、真空源として空気圧真空ポンプを使用した真空供給機です。この真空フィーダーを使用すると、材料を容器からミキサー、反応器、サイロ、錠剤機、パッキング機、振動ふるい、造粒機、カプセル充填機、湿式造粒機、乾式造粒機、崩壊機に直接運ぶことができます。このフィーダーを使用すると、労働者の労働集約度が軽減され、粉末汚染に終止符が打たれ、製造プロセスがGMP要件を確実に満たすようになります。
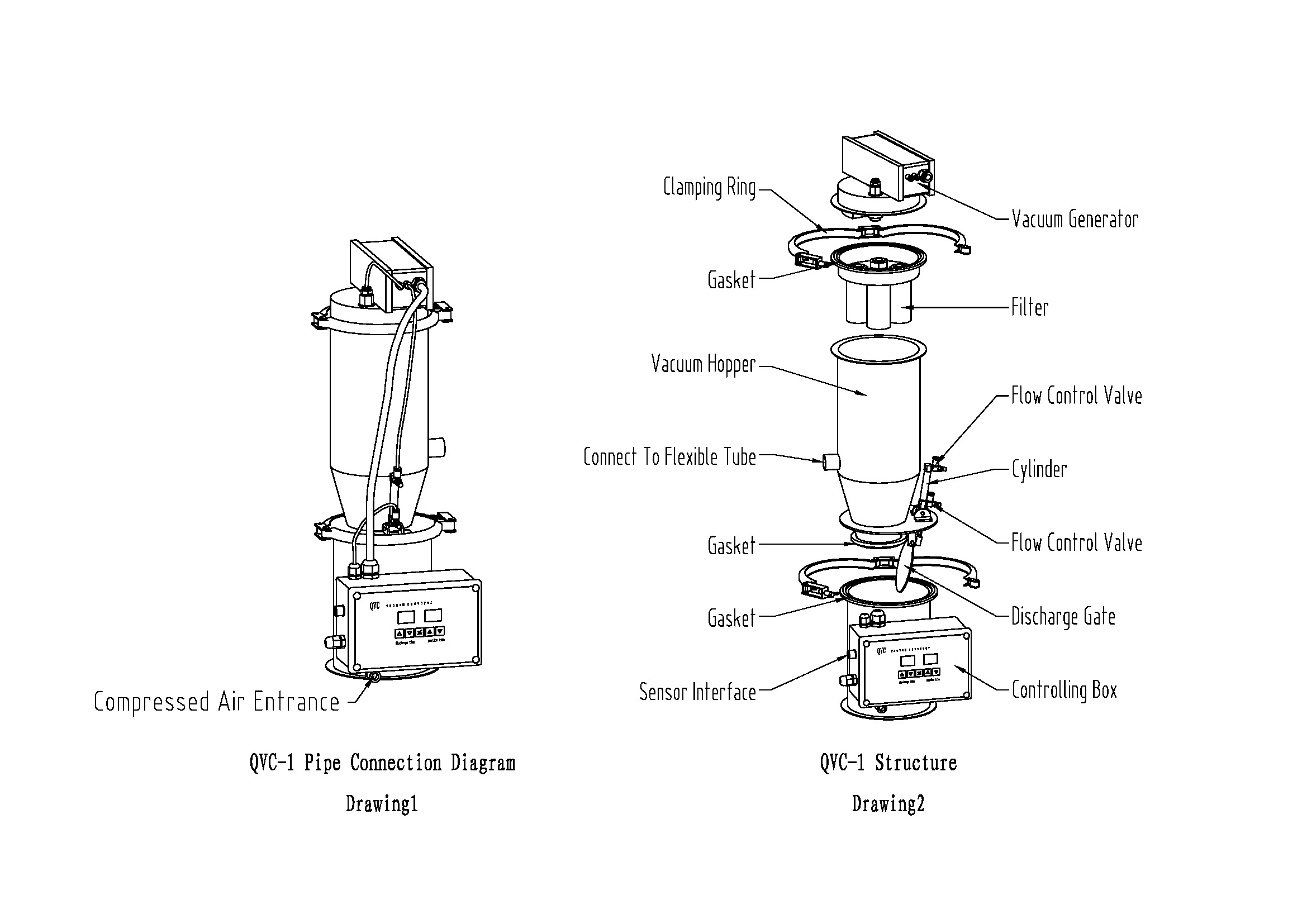
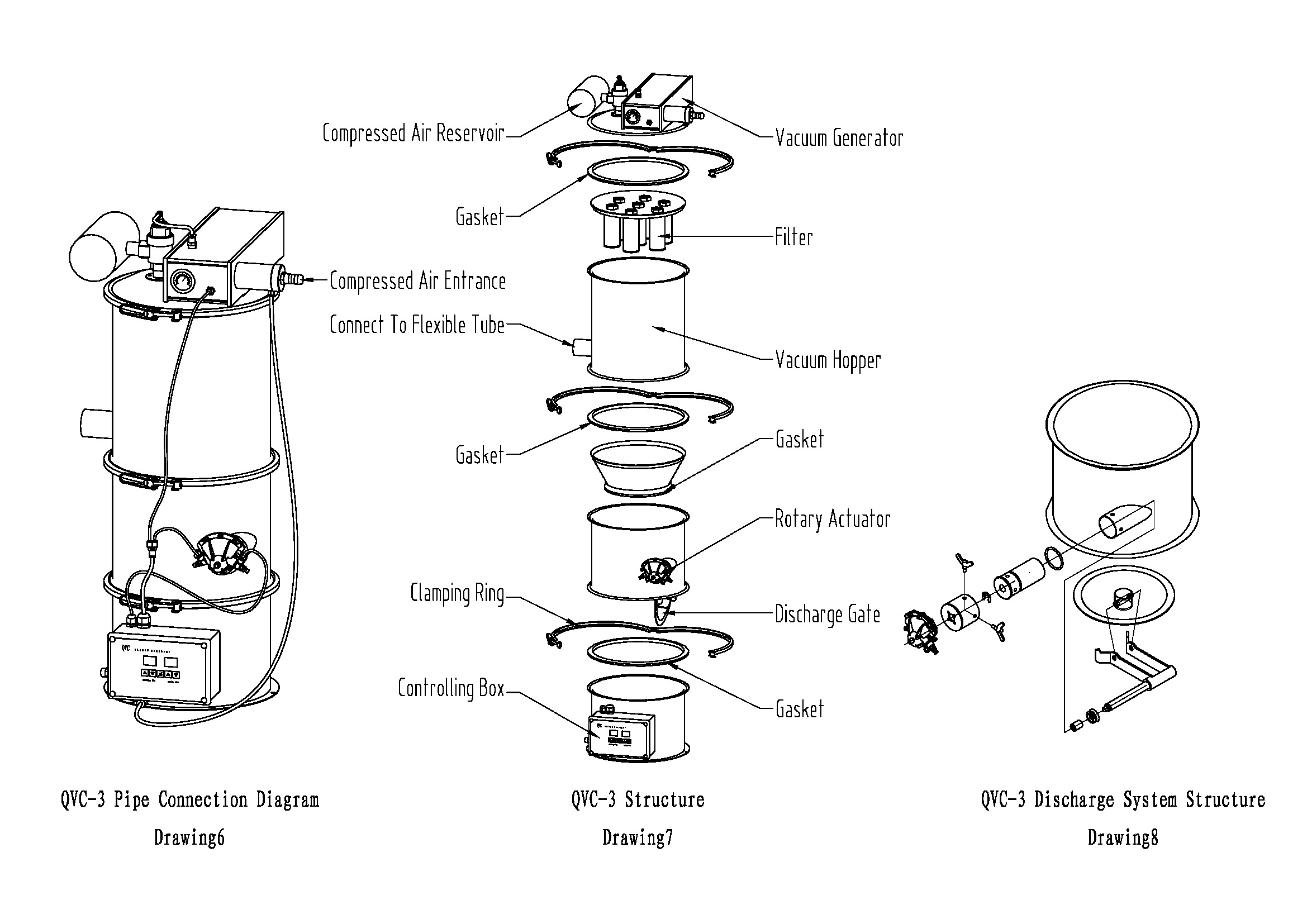
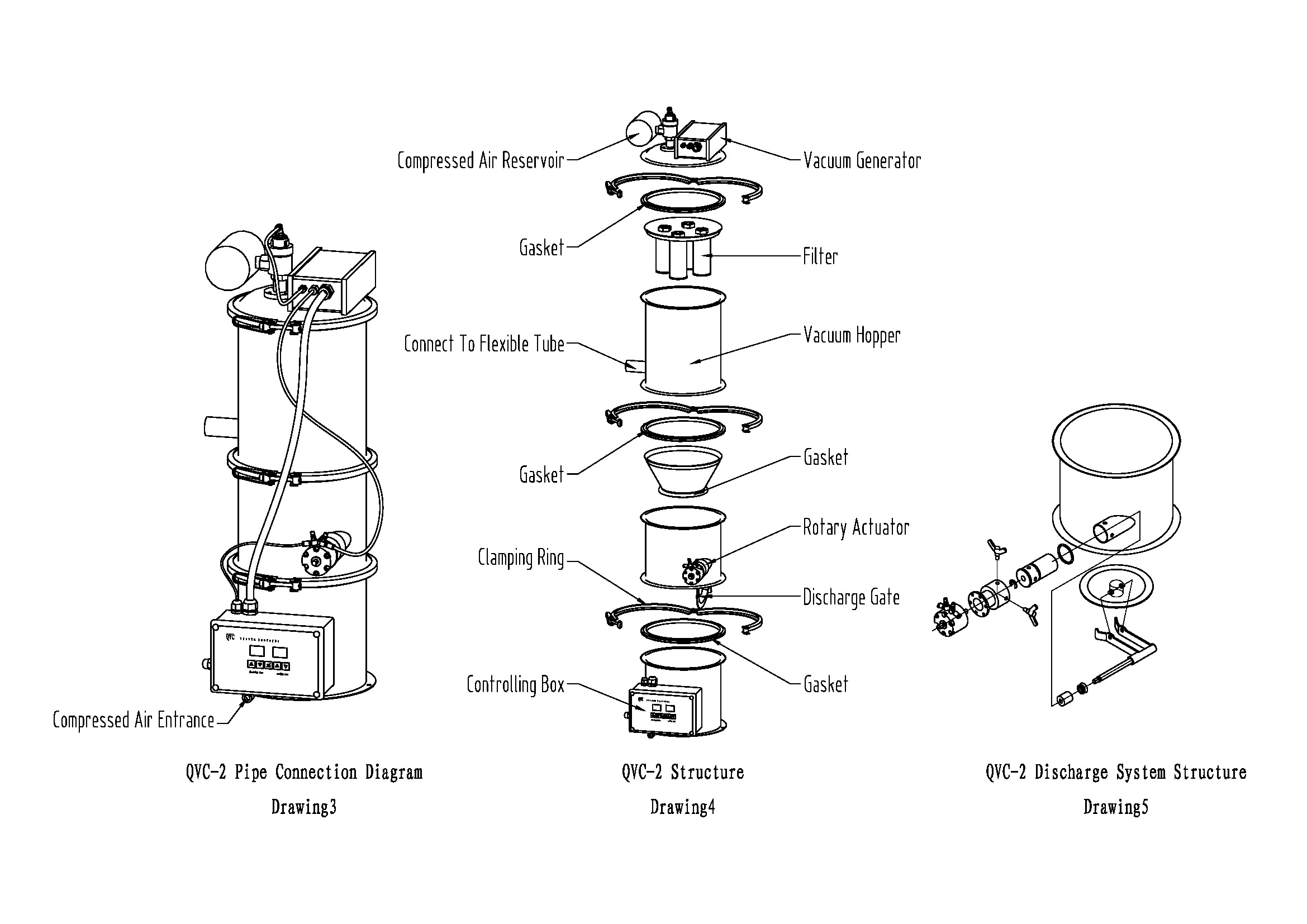
「ON/OFF」キーを押すと、圧縮空気が真空ポンプに入り、空気圧シリンダーによって駆動されるホッパーの排出が閉じられ、ホッパー内に真空が確立されます。真空フィーダーは真空下で気流を形成します。この気流によって作動し、材料はホースを介して真空ホッパーに供給されます。一定期間(供給時間、調整可能)圧縮空気が遮断された後、空気圧真空ポンプは真空を生成できず、空気圧シリンダーによって駆動されるホッパーの排出が開き、真空フィーダーの真空がなくなり、材料が自動的に排出されます排出口から受入機(タブレットプレスや梱包機など)に排出されます。その間、エアタンクに蓄えられた圧縮空気はフィルターを逆に吹き、フィルターを自動的に洗浄します。一定期間(排出時間、調整可能)圧縮空気が再開された後、空気圧真空ポンプが真空を生成し、排出が閉じられ、真空フィーダーが材料を再び供給します。このようにして、フィーダーはサイクルで動作し、材料を受け入れ機に連続的に供給します。
材料レベル制御付きバキュームフィーダーの場合、材料レベル制御により材料受入機のホッパーで自動供給を実現します。材料レベルが材料受入機のホッパー内の位置より高くなると、真空フィーダーは供給を停止しますが、材料レベルがホッパー内の位置より低くなると、真空フィーダーは自動的に供給を開始します。これで、入荷機への供給が完了しました。
技術仕様
| モデル | 給餌量(kg / h) | 空気消費量(L / min) | 供給空気の圧力(Mpa) |
| QVC-1 | 350 | 180 | 0.5〜0.6 |
| QVC-2 | 700 | 360 | 0.5〜0.6 |
| QVC-3 | 1500 | 720 | 0.5〜0.6 |
| QVC-4 | 3000 | 1440 | 0.5〜0.6 |
| QVC-5 | 6000 | 2880 | 0.5〜0.6 |
| QVC-6 | 9000 | 4320 | 0.5〜0.6 |
①圧縮空気は、オイルフリーおよびウォーターフリーである必要があります。
②給餌容量は3メートルの給餌距離で決定されています。
③材料によって供給能力が大きく異なります。
デバッグとインストール
1.バキュームホッパーをシートプレスまたはパッキングマシン(または他のマシン)のホッパーにリングで固定します。真空ホッパーを材料受入機のホッパーに直接固定できない場合は、真空ホッパーを固定するためのサポートを行うことができます。
2.コントロールボックスは、商品の配送時にバキュームホッパーに掛けられます。作業条件に応じて、他の適切な場所に掛けることができます。
3.圧縮空気用パイプの接続。
A.入口圧縮空気用のパイプの直径の選択(機械設置室を参照):
QVC-1、2、3には1/2インチパイプを選択します。
QVC-4、5、6には3/4インチパイプを選択してください。
QVC-1バキュームフィーダーにはφ10PUパイプを直接使用してください。
B.ボールバルブまたはフィルター減圧バルブは、圧縮空気パイプが機械の部屋に入る位置に設置する必要があります。
C. QVC-1、2真空フィーダーの場合、フィルター減圧バルブの出口をコントロールボックスの下側にある圧縮空気の入口接続に接続します。圧縮空気パイプのサイズは、コントロールボックスの下側にある圧縮空気の入口接続と同じである必要があります。
D. QVC-3、4、5、6真空フィーダーの場合、フィルター減圧バルブの出口を真空発生器の入口接続に直接接続します。圧縮空気パイプのサイズは、真空発生器の圧縮空気の入口接続と同じである必要があります。
E.図1および3に従って、制御ボックスと真空発生器の間に圧縮空気パイプを接続します。
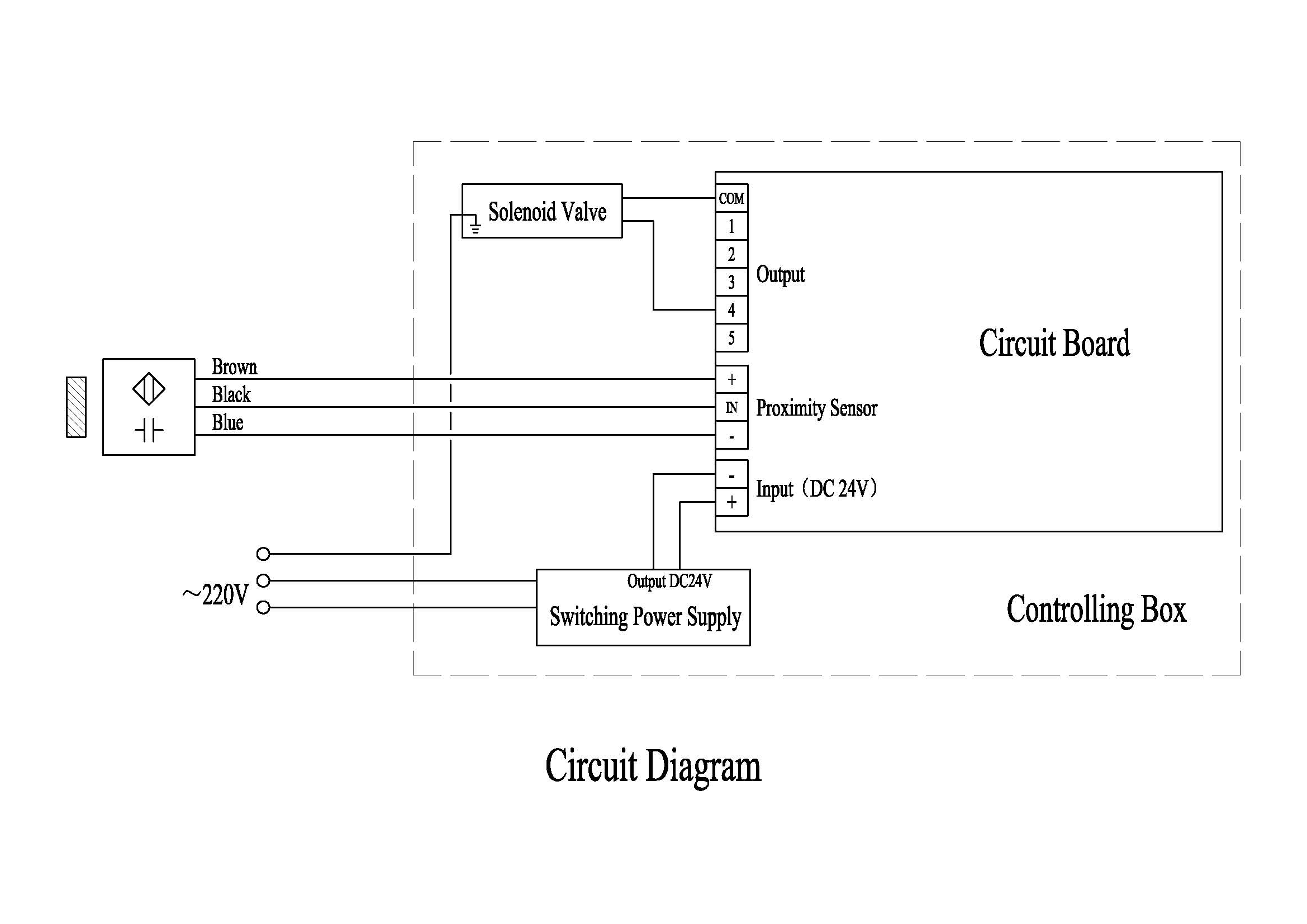
4. AC 220Vプラグを電源ソケットに差し込みます。コントロールボックスの時刻表示がオンになります。これは、システムに電源が接続されていることを意味します。電源ケーブルは3線である必要があることに注意してください。制御チップが干渉によって終了するのを防ぐために、制御キャビネットは確実に接地する必要があります。コントロールボックスの配線図については、電気回路図を参照してください。
5.キーをタッチして時間の増減を行います。供給時間を5〜15秒に設定し、排出時間を6〜12秒に設定します。粉末材料の場合、供給時間を短く設定し、排出時間を長く設定する必要があります。一方、ペレット材料の場合、供給時間を長くし、排出時間を短くする必要があります。
6.「ON/OFF」キーを押すと、圧縮空気が真空発生器に供給され、真空ホッパーで真空が生成され、供給が実現されます。
7.このとき、圧縮空気の圧力に注意する必要があります。供給される空気の圧力は0.5〜0.6Mpaである必要があります。供給される空気の圧力とは、真空発生器が作動するとき、つまり供給中のシステム内の圧縮空気の圧力を指します。QVC-3、4、5、6用の真空発生器にゲージがあり、ゲージの読み取り値を標準と見なす必要があります。ただし、QVC-1、2の場合、真空発生器にはゲージがなく、フィルター減圧バルブのゲージを標準と見なす必要があります。デバッグでは、供給される空気の圧力0.5〜0.6Mpaが、供給中のシステム内の空気圧を指すことに特に注意する必要があります。排出中またはスタンバイ時に、フィルター減圧バルブのゲージに表示される圧力は0.7〜0.8Mpaである必要があります。多くのユーザーは、フィーダーを設置するときに、フィルター減圧バルブを0.6Mpaに設定することがよくあります。この時点で真空発生器が作動し始めると、システムの圧力が突然0.4Mpaに低下し、その結果、供給が失敗したり、供給能力が不足したりします。長距離給餌またはそれ以上の給餌能力の場合、システム内の空気圧は0.6Mpaに達する必要があります。
トラブルシューティング
フィーダーでフィードの失敗またはフィード容量の不足が発生した場合は、次の手順に従ってフィーダーを確認してください。
1.供給空気の圧力が0.5〜0.6Mpaに達した場合。供給される空気の圧力は、真空発生器が作動するときのシステム内の空気圧を指します。
2.放電が気密の場合。
A.長期間の操作後、特定の厚い粉末が排出口に堆積し、排出量が緩くなり、真空漏れが発生します。次に、排出物を洗浄する必要があります。
B.長期間の操作後、排出口のガスケットが摩耗し、排出が緩くなり、真空漏れが発生します。その後、ガスケットを交換する必要があります。
C.長期間の運転後、空気圧シリンダーの有効性とストロークに問題が発生します。その後、シリンダーを交換する必要があります。
3.フィルターがブロックされています。圧縮空気ノズルでフィルターを前後両方向に吹き付けます。フィルタが迅速に処理されている場合は、ブロックが解除されます。フィルターが窒息していると感じた場合は、フィルターが詰まっているため、交換する必要があります。または、ブロックされたフィルターを超音波洗浄機に30分間入れて、洗浄します。
4.材料吸引ホースは大きな凝集材料によってブロックされています。これは通常、ステンレス鋼材料の吸引ノズルの入口または真空ホッパーの入口で発生します。
5.クランプリングがポンプヘッドとホッパーの間、ホッパーセクションの間で固定されていないため、システムが漏れ、供給が失敗したり、供給能力が低下したりします。
6.リバースブローシステムが故障します。フィーダーが材料を排出するたびに、エアタンク内の圧縮空気がフィルターを逆に吹き、フィルターの表面に薄い粉末があることを確認します。逆吹きシステムがうまくいかない場合、より厚い粉末がフィルターの表面に堆積し、抵抗が増加すると、真空フィーダーでの供給が不可能になります。この場合、リバースブローシステムを交換する必要があります。
クリーニング
薬局では、品種やロット番号が異なるため、真空フィーダーを頻繁に掃除する必要があります。空気圧真空フィーダーを設計する際には、ユーザーのこの要件を十分に考慮しています。クリーンアウトの場合、ユーザーは次のことを行うだけで済みます。
1.アグラフを緩めて空気圧真空ポンプアセンブリを取り外します。空気圧真空ポンプ、エアタンク、カバーは一体型のアセンブリとして接続されており、水で洗浄する必要はありません。
2.フィルターアセンブリを取り外し、フィルターパイプの粉末を圧縮空気で吹き飛ばします。その後、お湯で繰り返し洗ってください。洗浄後、フィルターパイプの壁に残っている水を圧縮空気で吹き飛ばします。これで、繰り返し吹き付けた後、フィルターパイプが非常に速くなるはずです。フィルターが窒息していると感じた場合、これはフィルターパイプの壁にまだ水が残っていることを意味します。そして、圧縮空気で吹き飛ばしてから、冷やすか乾燥させる必要があります。
3.クランプリングを緩め、バキュームホッパーを取り外し、ホッパーを水で洗い流します。